Les ingénieurs concepteurs sont aujourd'hui chargés de fournir des composants de plus en plus sophistiqués et plus légers., plus fort, et plus compact, tout en respectant des calendriers de développement serrés. Pourtant, de nombreuses conceptions introduisent des complexités que les méthodes de fabrication conventionnelles ont du mal à gérer.. Canaux de flux internes, structures en treillis, et les géométries optimisées pour la topologie peuvent être difficiles, cher, voire impossible à produire en usinage CNC, fonderie, ou moulage par injection. Dans de tels cas, en utilisant un métal professionnel 3Service d'impression D offre une alternative pratique. Plutôt que de reconcevoir les pièces pour les adapter aux limites de production, les ingénieurs peuvent conserver leurs objectifs de performance tout en tirant parti des processus avancés de fusion sur lit de poudre pour gérer la complexité géométrique. Chez VOK PRÉCISION, ces technologies transforment les fichiers CAO numériques en composants entièrement fonctionnels avec des compositions chimiques certifiées et une intégrité structurelle constante. Des solutions de prototypage métallique de précision rapide aux séries de production en faible volume, cette méthodologie agile raccourcit les cycles de développement, élimine les coûts d'outillage initiaux, et réduit le gaspillage de matériaux.
Surmonter les limites de la fabrication traditionnelle
Les méthodes industrielles traditionnelles imposent des contraintes inhérentes qui peuvent ralentir les lancements de produits, gonfler les coûts, et compliquer les itérations de conception.
d Délais de livraison: Production de moules, meurt, et les luminaires personnalisés ajoutent des semaines ou des mois aux horaires. Les révisions de conception entraînent des ajustements coûteux et des retards supplémentaires.
Déchets de matériaux: L'usinage de pièces complexes à partir de billettes solides élimine une quantité importante de matière, particulièrement coûteux lors de l'utilisation de métaux de grande valeur comme les alliages de titane ou de nickel.
La fabrication additive répond à ces limitations en construisant des pièces couche par couche, convertir des conceptions complexes directement en composants physiques sans outillage spécialisé.
Évaluation des fournisseurs pour les composants à haute contrainte
Alors que la fabrication additive élargit les possibilités de conception, le résultat dépend des capacités du fournisseur. Les spécifications des machines à elles seules ne garantissent pas la qualité. Stabilité du processus, contrôle des matériaux, et les procédures d'inspection affectent toutes les performances des composants.
Avant d'engager un partenaire de production, les équipes devraient évaluer:
Densité des pièces et intégrité mécanique
Les composants soumis à de fortes contraintes nécessitent une porosité interne minimale pour éviter la rupture par fatigue. Les principaux fournisseurs atteignent des densités structurelles de 98 à 99 % ou plus et optimisent les propriétés mécaniques grâce à un traitement thermique précis après la construction., garantissant une résistance à la traction certifiée, limites de rendement, et allongement.
Contrôle qualité interne
La précision dimensionnelle seule est insuffisante. Les fournisseurs de premier plan disposent de laboratoires entièrement équipés pour vérifier:
- Tolérances spatiales via mesure de coordonnées
- Rugosité de surface et qualité de finition
- Contrôles non destructifs pour la cohérence interne
- Vérification de l’épaisseur du revêtement et de l’ajustement de l’assemblage
Ces mesures garantissent que les pièces répondent aux spécifications avant de quitter l'installation..
Sélection de matériaux pour des performances réelles
Après avoir confirmé la fiabilité du processus, le choix des matériaux devient critique. Les alliages diffèrent par leur comportement mécanique, tolérance thermique, et résistance à la corrosion, influencer les performances à long terme.
| Catégorie d'alliage | Qualité industrielle | Résistance à la traction telle que construite | Résistance à la traction traitée thermiquement | Dureté après chauffage |
| Acier inoxydable | 316L | $\ge$ 660 MPa | $\ge$ 660 MPa | 13-15 CRH |
| Acier inoxydable | 17-4PH | $\ge$ 1100 MPa | $\ge$ 1250 MPa | 32-42 CRH |
| Moule / Acier à outils | 18Ni300 | $\ge$ 1090 MPa | $\ge$ 1930 MPa | 48-52 CRH |
| Alliage de titane | TC4 (Grade 5) | $\ge$ 600 MPa | $\ge$ 1150 MPa | 35-40 CRH |
| Alliage d'aluminium | AlSi10Mg | $\ge$ 330 MPa | $\ge$ 310 MPa | 90-120 HB |
| Alliage d'aluminium | 6061 | $\ge$ 280 MPa | $\ge$ 290 MPa | 95-120 HB |
| Superalliage de nickel | GH3625 | $\ge$ 1000 MPa | $\ge$ 1050 MPa | 455 HB |
| Superalliage de nickel | GH4169 | $\ge$ 980 MPa | $\ge$ 1450 MPa | 455 HB |
Applications dans tous les secteurs
La fabrication additive métallique sert désormais d’outil de production principal dans les secteurs à fortes conséquences:
Dispositifs médicaux: Implants spécifiques au patient, guides chirurgicaux, et des structures prothétiques légères utilisant du Titane TC4 biocompatible.
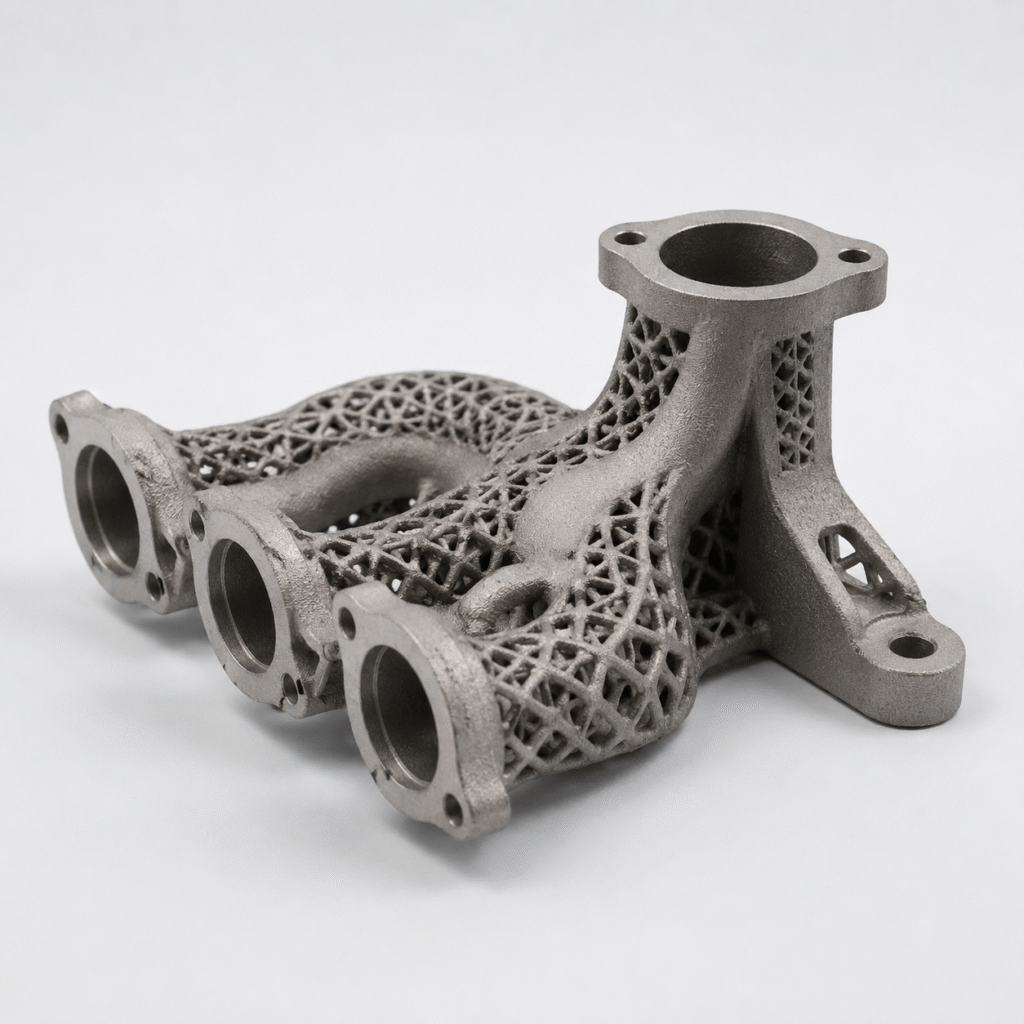
Aérospatial: Supports légers, injecteurs de carburant, et des collecteurs de conduits qui réduisent le poids de l'avion sans compromettre l'intégrité structurelle.
Automobile: Prototypes à haute contrainte, collecteurs d'admission, et blocs de refroidissement produits rapidement pour les tests fonctionnels.
Automatisation industrielle: Outillage d'extrémité de bras personnalisé et composants robotiques optimisés pour les rapports résistance/poids, permettant des temps de cycle plus rapides.
Comparaison de la fabrication additive avec les méthodes conventionnelles
Usinage CNC: Idéal pour les géométries simples avec des tolérances serrées et des finitions polies, mais l'efficacité diminue pour les réseaux internes ou les formes complexes.
Fonderie & Outillage: Économique à grande échelle mais nécessite des outils coûteux et des délais de livraison longs. Les révisions de conception nécessitent souvent de redémarrer le processus, ce que la fabrication additive évite.
La fabrication additive permet un développement itératif, production en faible volume, et fabrication de géométries complexes sans coûts initiaux élevés.
Conclusion
La fabrication additive métallique transforme le flux de travail d'ingénierie en supprimant les contraintes de production traditionnelles, permettre aux équipes de se concentrer sur les performances des composants, optimisation du poids, et déploiement accéléré sur le terrain.
Collaboration avec un technicien compétent 3Service d'impression D offre bien plus que la capacité du laser : il offre une expertise métallurgique, contrôle qualité interne rigoureux, et des performances mécaniques reproductibles depuis les prototypes initiaux jusqu'à la production à grande échelle.
Chez VOK PRÉCISION, nos plates-formes de production multi-laser et notre infrastructure complète d'assurance qualité garantissent que les conceptions CAO complexes se traduisent en denses, composants métalliques hautes performances. L'intégration de ces flux de travail additifs réduit les délais de prototypage, réduit les coûts d’outillage, minimise le gaspillage de matériaux, et aide à commercialiser plus rapidement les produits critiques.