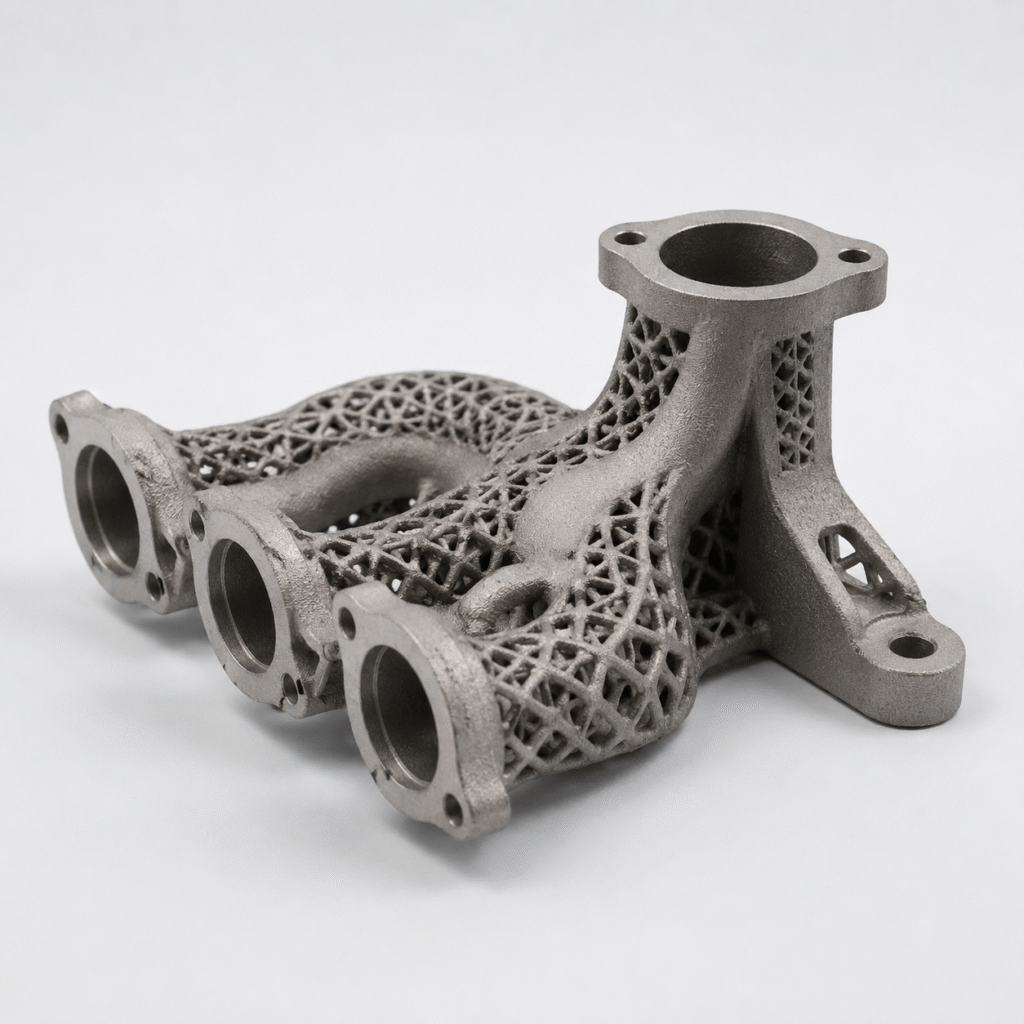
Design engineers today are tasked with delivering increasingly sophisticated components that are lighter, stronger, and more compact—all while meeting tight development schedules. Yet many designs introduce complexities that conventional manufacturing methods struggle to handle. Internal flow channels, lattice structures, and topology-optimized geometries can be challenging, expensive, or even impossible to produce using CNC machining, casting, or injection molding. In such cases, utilizing a professional metal 3D printing service offers a practical alternative. Rather than redesigning parts to fit production limitations, engineers can retain performance objectives while leveraging advanced powder bed fusion processes to manage geometric complexity. At VOK PRECISION, these technologies transform digital CAD files into fully functional components with certified chemical compositions and consistent structural integrity. From rapid precision metal prototyping solutions to low-volume production runs, this agile methodology shortens development cycles, eliminates upfront tooling costs, and reduces material waste.
Overcoming the Limits of Traditional Manufacturing
Traditional industrial methods impose inherent constraints that can slow product launches, inflate costs, and complicate design iteration.
d Lead Times: Producing molds, dies, and custom fixtures adds weeks or months to schedules. Design revisions trigger expensive adjustments and further delays.
Material Waste: Machining complex parts from solid billets removes substantial material, particularly costly when using high-value metals like titanium or nickel alloys.
Additive manufacturing addresses these limitations by building parts layer by layer, converting complex designs directly into physical components without specialized tooling.
Evaluating Suppliers for High-Stress Components
While additive manufacturing expands design possibilities, the outcome depends on supplier capabilities. Machine specifications alone do not ensure quality. Process stability, material control, and inspection procedures all affect component performance.
Before engaging a production partner, teams should evaluate:
Part Density and Mechanical Integrity
High-stress components require minimal internal porosity to avoid fatigue failure. Leading suppliers achieve structural densities of 98–99% or greater and optimize mechanical properties through precise post-build heat treatment, ensuring certified tensile strength, yield limits, and elongation.
In-House Quality Control
Dimensional precision alone is insufficient. Top-tier providers maintain fully equipped laboratories to verify:
- Spatial tolerances via coordinate measurement
- Surface roughness and finish quality
- Non-destructive testing for internal consistency
- Coating thickness and assembly fit verification
These measures ensure that parts meet specifications before leaving the facility.
Material Selection for Real-World Performance
After confirming process reliability, material choice becomes critical. Alloys differ in mechanical behavior, thermal tolerance, and corrosion resistance, influencing long-term performance.
| Alloy Category | Industry Grade | As-Built Tensile Strength | Heat-Treated Tensile Strength | Post-Heat Hardness |
| Stainless Steel | 316L | $\ge$ 660 MPa | $\ge$ 660 MPa | 13-15 HRC |
| Stainless Steel | 17-4PH | $\ge$ 1100 MPa | $\ge$ 1250 MPa | 32-42 HRC |
| Mold / Tooling Steel | 18Ni300 | $\ge$ 1090 MPa | $\ge$ 1930 MPa | 48-52 HRC |
| Titanium Alloy | TC4 (Grade 5) | $\ge$ 600 MPa | $\ge$ 1150 MPa | 35-40 HRC |
| Aluminum Alloy | AlSi10Mg | $\ge$ 330 MPa | $\ge$ 310 MPa | 90-120 HB |
| Aluminum Alloy | 6061 | $\ge$ 280 MPa | $\ge$ 290 MPa | 95-120 HB |
| Nickel Superalloy | GH3625 | $\ge$ 1000 MPa | $\ge$ 1050 MPa | 455 HB |
| Nickel Superalloy | GH4169 | $\ge$ 980 MPa | $\ge$ 1450 MPa | 455 HB |
Applications Across Industries
Metal additive manufacturing now serves as a primary production tool across high-consequence sectors:
Medical Devices: Patient-specific implants, surgical guides, and lightweight prosthetic structures using biocompatible Titanium TC4.
Aerospace: Lightweight brackets, fuel nozzles, and ducting manifolds that reduce aircraft weight without compromising structural integrity.
Automotive: High-stress prototypes, intake manifolds, and cooling blocks produced quickly for functional testing.
Industrial Automation: Custom end-of-arm tooling and robotic components optimized for strength-to-weight ratios, enabling faster cycle times.
Comparing Additive Manufacturing with Conventional Methods
CNC Machining: Ideal for simple geometries with tight tolerances and polished finishes, but efficiency drops for internal lattices or complex forms.
Casting & Tooling: Economical at scale but requires expensive tooling and long lead times. Design revisions often mean restarting the process, which additive manufacturing avoids.
Additive manufacturing allows iterative development, low-volume production, and complex geometry fabrication without high upfront costs.
Conclusion
Metal additive manufacturing transforms the engineering workflow by removing traditional production constraints, enabling teams to focus on component performance, weight optimization, and accelerated field deployment.
Partnering with a technically proficient 3D printing service provides more than laser capacity—it delivers metallurgical expertise, rigorous in-house quality control, and reproducible mechanical performance from initial prototypes to full-scale production.
At VOK PRECISION, our multi-laser production platforms and comprehensive QA infrastructure ensure that complex CAD designs translate into dense, high-performance metal components. Integrating these additive workflows compresses prototyping timelines, reduces tooling costs, minimizes material waste, and helps bring critical products to market faster.